- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

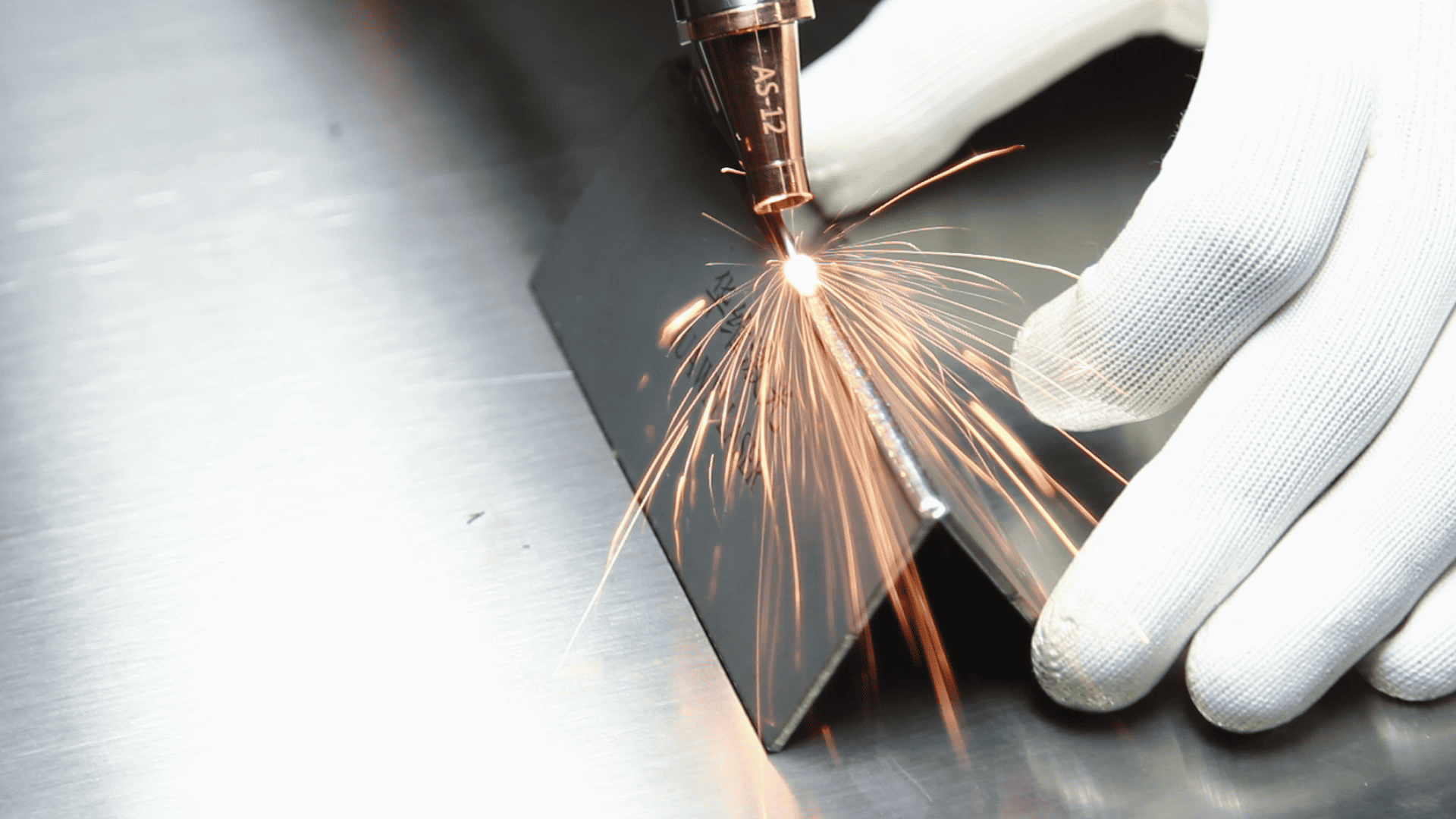
Analiza pogostih napačnih predstav pri laserskem varjenju
V industrijski proizvodnji je lasersko varjenje kritičen postopek, katerega kakovost neposredno vpliva na varnost in zanesljivost izdelkov. Vendar operaterji pogosto spadajo v skupne pasti, ki ogrožajo celovitost varjenja, uvajajo nevarnosti za varnost in motijo proizvodnjo. Spodaj seciramo deset razširjenih napačnih predstav z laserjem, da bi strokovnjakom pomagali ublažiti tveganja in izboljšati kakovost procesa.
Napačna predstava 1: Višji/nižji tok je vedno boljši?
Analiza vprašanj: Trenutni nadzor je ključnega pomena. Prekomerni tok preobremeni območje varilnega območja, gore skozi osnovni material in ustvarja 凹陷 (vdolbine), kar oslabi strukturno moč. Nezadostni tok ne uspe ustrezno stopiti materiala za polnjenje, kar ima za posledico 假焊 (hladni spoji) in skritih varnostnih tveganj.
Najboljše prakse: Optimizirajte tok na podlagi debeline materiala in vrste elektrode/žice. Za 3 mm jeklene plošče z φ2.5 elektrodami uporabite 90–110A kot smernico, vendar se vedno sklicujete na priročnik za varilce za parametre, specifične za blagovno znamko.
Napačna predstava 2: Zanemarjanje predhodno čiščenja
Analiza izdaje: Olje, rje ali oksidni plasti delujejo kot ovire. Ti kontaminanti med varjenjem izhlapijo in tvorijo 气孔 (pore) ali žlindre, ki oslabijo 焊缝 (zvari).
Najboljše prakse: temeljito mletite površine do kovinskih 光泽 (sijaj) z uporabo kotnih brusilnikov ali žičnih ščetk. Razmaščevanje z acetonom za površine brez olja.
Napačna predstava 3: Naključni koti elektrode
Študija primera: Pri ravnim varjenju> 80 ° destabilizira staljeni bazen, kar povzroči neenakomerno nastanek kroglic.
Pravilna tehnika:
Ravno varjenje: nagibne elektrode 70 ° –80 ° nazaj za stabilne loke in enakomerno porazdelitev toplote; Uporabite stalno linearno gibanje.
Vertikalno varjenje: ohranite 60 ° -70 ° navzgor z cikcak nihanje in kratke pavze na robovih, da preprečite 咬边 (podrezanje).
Napačna predstava 4: preskakovanje opreme
Tveganja: Puščanje plina pri zaščitenem varjenju omogoča infiltracijo kisika/dušika, oksidacija 焊缝. Ohlapni zemeljski kabli povečajo odpornost, kar povzroči zmotne loke ali požare.
Protokol: Dnevni pregledi za pravilno ozemljitev, izolacijo kabla in tlak s plinskim jeklenkom (za varjenje s plinom).
Napačna predstava 5: Podstandardna zaščitna oprema
Nevarnosti: Arc sevanje povzroča fotokeratitis; Iskre kurjene kože; Trepi vodijo do pnevmokonioze.
Obvezno osebno zaščito:
Čelade za samodejno ples (DIN11+).
Obleke, odporne proti plamenu, + usnjene rokavice.
Prezračevalni sistemi ali certificirani respiratorji.
Napačna predstava 6: Neskladna osnovna in polnilna gradiva
Kritična napaka: Uporaba elektrod iz ogljikovega jekla na nerjavnem jeklom pospeši korozijo pri 焊缝.
Smernice:
Se ujemajo s kemičnimi sestavami (npr. Q235 jeklo z elektrodami E4303).
Zagotovite mehansko enakovrednost jekla z visoko trdnostjo.
Napačna predstava 7: Nenadzorovane medplastne temperature
Napake: Prekomerna toplota v večplastnem varilnem zrnu in sproži deformacijo.
Metode nadzora:
Spremljajte vmesne temperature (150–250 ° C) z infrardečimi termometri.
Za enakomerno porazdelitev toplote uporabite preskočno varjenje.
Napačna predstava 8: ignoriranje zdravljenja po valu
Skrita tveganja: žlindre 残留 (ostanek) spodbuja korozijo; Preostali stres povzroča razpoke.
Postopek:
Odstranite žlindre s kladivami; polirajte z žičnimi ščetkami.
Uporabite žarjenje stresa za kritične komponente.
Napačna predstava 9: Prekomerna odvisnost od posameznih tehnik
Omejitve: Spretnosti z ravnim varjenjem samo ne uspejo v zgornjem ali cevju, kar vodi do 焊瘤 (prekrivanja) ali nepopolne fuzije.
Trening: glavno vertikalno, vodoravno in nadzemno varjenje; Vadite lok lomljenje varjenja (bič) in tkanje polmeseca.
Napačna predstava 10: neupoštevanje okoljskih dejavnikov
Prepovedani scenariji: dež povzroča razpoke vodika; Omejitveni prostori lovijo strupene hlape.
Zahteve:
Vzdrževati vlažnost <85%; Uporabite vetrove za sunke> 2m/s.
Vodo hranite stran od aluminijevih/magnezijevih zlitin.
Huawei Laser vas opomni: natančno varjenje, odličnost najprej! Huawei Laser priporoča krepitev panog pri premagovanju izzivov 1500W - 3000W Inteligentna serija varilnikov, zasnovan za nerjaveče jeklo, ogljikovo jeklo in aluminijeve zlitine. Ta prenosni sistem, ki vsebuje spremljanje penetracije v realnem času in prilagodljivo prilagoditev parametrov, poenostavi zapletene procese, odpravlja tradicionalne napake in poveča produktivnost.
Kontaktirajte Huawei Laser:
E -pošta: huaweilaser2017@163.com | Uradna spletna stran: www.huawei-laser.com
Opomba: Ta prevod ohranja ključne tehnične izraze v kitajščini (z angleškimi razlagami), da se zagotovi jasnost globalnih strokovnjakov. Vedno se držite smernic proizvajalca opreme za posebne operacije.