- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Razumevanje hranjenja žic v laserskem varjenju
Tehnologija hranjenja žic pri laserskem varjenju je ključna sestavina za doseganje kakovostnega varjenja. Z razumno izbiro žičnega materiala, premera, metode hranjenja z žicami in natančnim nadzorom hitrosti hranjenja žic je mogoče učinkovito izboljšati. Naslednje podrobno opisuje načelo delovnega podajalnika, izbire žic, hitrosti hranjenja žic in drugih tehničnih točk.

1. delovno načelo hranilnika žice
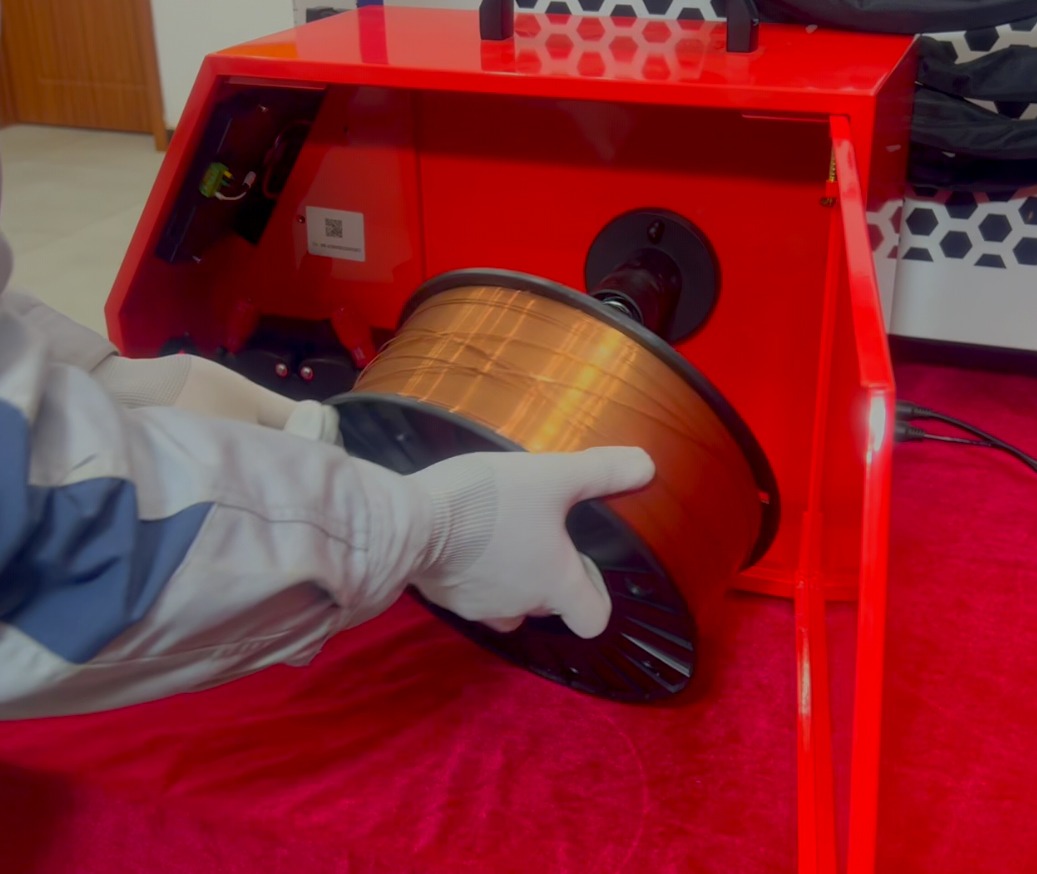
Dovajalec žice je naprava, ki se posebej uporablja za dostavo varilne žice na območje laserskega varjenja. Njegov delovni postopek vključuje naslednje glavne povezave:
Motor za hranjenje žic:Dovajalec žice poganja sistem za hranjenje žice skozi motor, da varilno žico potisne v varilno pištolo.
Cev za dovajanje žic:Podajalnik žice dovaja varilno žico v varilno pištolo skozi vitko cev za dostavo. Cev za dovajanje žice je običajno zasnovana v ukrivljeni obliki, da se zagotovi, da se varilna žica lahko nemoteno hrani.
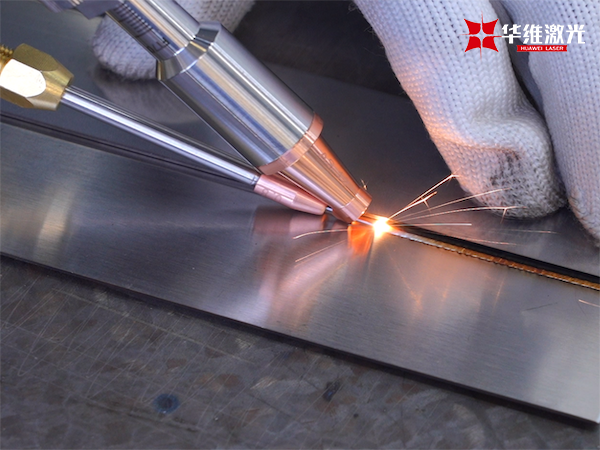
Žična šoba:Varilna žica, dostavljena v varilno pištolo, vstopi v varilno območje laserskega žarka skozi šobo in deluje na varilni del skupaj z laserskim žarkom.
Sistem za hranjenje žic mora običajno sinhrono delati z lasersko varilno opremo, da se zagotovi natančno dostavo varilne žice in učinkovito obsevanje laserskega žarka, s čimer se zagotovi stabilnost staljenega bazena in kakovost varjenega sklepa.
2. Izbor materialov za varjenje
Izbira materiala za varilno žico neposredno vpliva na kakovost varjenja in trdnost sklepov. Različni osnovni materiali potrebujejo različne vrste varilne žice, da se zagotovi učinkovitost varjenega sklepa. Običajni varilni materiali vključujejo varilno žico iz nerjavečega jekla, varilno žico iz aluminijeve zlitine, žico za varjenje bakra itd. Pri izbiri je treba upoštevati naslednje dejavnike:
Ujemanje osnovnega materiala:Kemična sestava varilne žice bi se morala ujemati z osnovnim materialom, da se prepreči okvare varjenja zaradi nezdružljivosti materiala.
Zahteve mehanskih lastnosti:Mehanske lastnosti (kot so trdnost, trdota itd.) Materiala za varjenje žice morajo ustrezati zahtevam uporabe, da bi zagotovil, da ima spoj zadostno trdnost.
Korozijska odpornost in visoka temperaturna odpornost: Za dele, ki se uporabljajo v določenih posebnih okoljih, morata ustrezna standarde izpolnjevati tudi korozijska odpornost in visoko temperaturno odpornost varilne žice.
3. Izbira premera žic
Velikost premera žice neposredno vpliva na količino polnila, nadzor staljenega bazena in hitrost varjenja varjenja. Skupni razpon premera žice je običajno med 0,8 mm in 2,4 mm, specifična izbira pa je odvisna od naslednjih dejavnikov:
Debelina matičnega materiala: tanko ploščo varjenje običajno uporablja tanjšo žico (na primer 0,8 mm ali 1,0 mm), da natančno nadzoruje staljeni bazen, debele plošče pa potrebujejo debelejšo žico (na primer 1,6 mm ali 2,0 mm), da zagotovi zadostno polnilno material.
Varilni položaj:Za vodoravne ali viseče varilne sklepe je tanjše žice lažje nadzorovati staljeni bazen in zmanjšati napake pri varjenju, ki jih povzročajo prekomerni staljeni bazeni.
Varilna moč:Laserski sistem z večjo močjo se lahko ujema z debelejšo žico, da zagotovite več kovine polnila, da ustrezajo zahtevam za varjenje z visoko trdnostjo.
Izbira pravega premera žice pomaga izboljšati učinkovitost varjenja, zmanjšati napake pri varjenju in zagotoviti kakovost varjenega sklepa.
4. Kako nahraniti žico v varilno pištolo
Žica se običajno dovaja v varilno pištolo skozi cev za dovajanje žice žice. Postopek hranjenja varilne žice v varilno pištolo je zelo natančen in običajno obstaja več načinov:
Mehanski sistem za hranjenje žic:Varilna žica poganja v cev za hranjenje žice z motorjem in pogonskim kolesom, nato pa varilno žico dovajamo v območje laserskega varjenja prek vodilnega sistema.
Sistem za hranjenje pnevmatskih žic:Plin (na primer dušik ali stisnjen zrak) se uporablja za potiskanje varilne žice po cevi za dovajanje žice. Ta metoda je sorazmerno preprosta, vendar zahteva natančen nadzor pretoka zraka, da prepreči, da bi varilna žica odklonila ali se zataknila.
Postopek hranjenja z žicami mora zagotoviti, da je varilna žica gladka, neprekinjena in ne ovira drugih komponent. Zasnova varilne pištole ima običajno vodilno napravo, ki zagotavlja natančno priklop varilne žice z laserskim žarkom.

5. Nadzor hitrosti dovajanja žic
Hitrost hranjenja žic je eden ključnih parametrov pri laserskem varjenju. Izbira hitrosti hranjenja žic mora upoštevati lasersko moč, hitrost varjenja, premer žice in velikost staljenega bazena. Običajno je treba hitrost hranjenja z žico sinhronizirati s hitrostjo laserskega varjenja, da se zagotovi, da se varilna žica lahko dovaja v staljeni bazen z enakomerno hitrostjo.
Prekomerna hitrost hranjenja žic:Lahko povzroči preveč kovine polnila, poveča staljeno bazen sklepa prevelik ali napolni, kar lahko povzroči napake pri varjenju.
Prepočasna hitrost hranjenja žice:To lahko privede do nezadostne varilne žice, premajhnega staljenega bazena, nezadostne moči varilnega sklepa in celo nepopolnega varjenja.
Da bi natančno nadzirali hitrost hranjenja žic, so sodobni hranilniki žic na splošno opremljeni z visoko natančnimi krmilnimi sistemi, ki lahko samodejno prilagodijo hitrost dovajanja žic glede na povratne informacije varjenja v realnem času (kot so laserska moč, hitrost varjenja, temperatura staljenega bazena itd.)

Če želite izvedeti več o laserski tehnologiji varjenja in rešitvah za hranjenje žic, se obrnite na Huawei Laser. Huawei Laser se osredotoča na raziskave in razvoj ter uporabo tehnologije laserskega varjenja, ki zagotavlja celovito tehnično podporo in prilagojene storitve, ki podjetjem pomagajo izboljšati varilno tehnologijo in učinkovitost proizvodnje.